solar module-level power electronics for factories
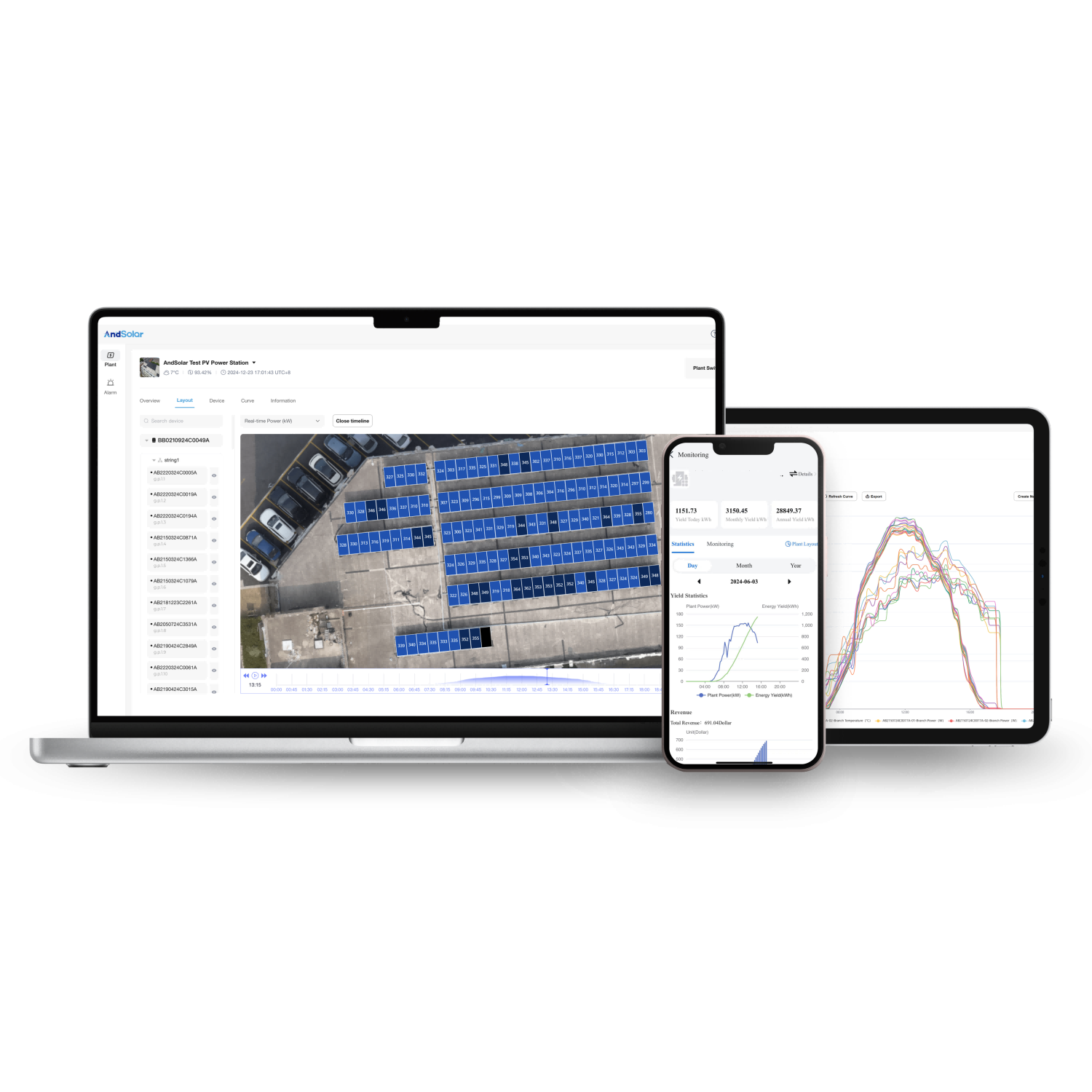
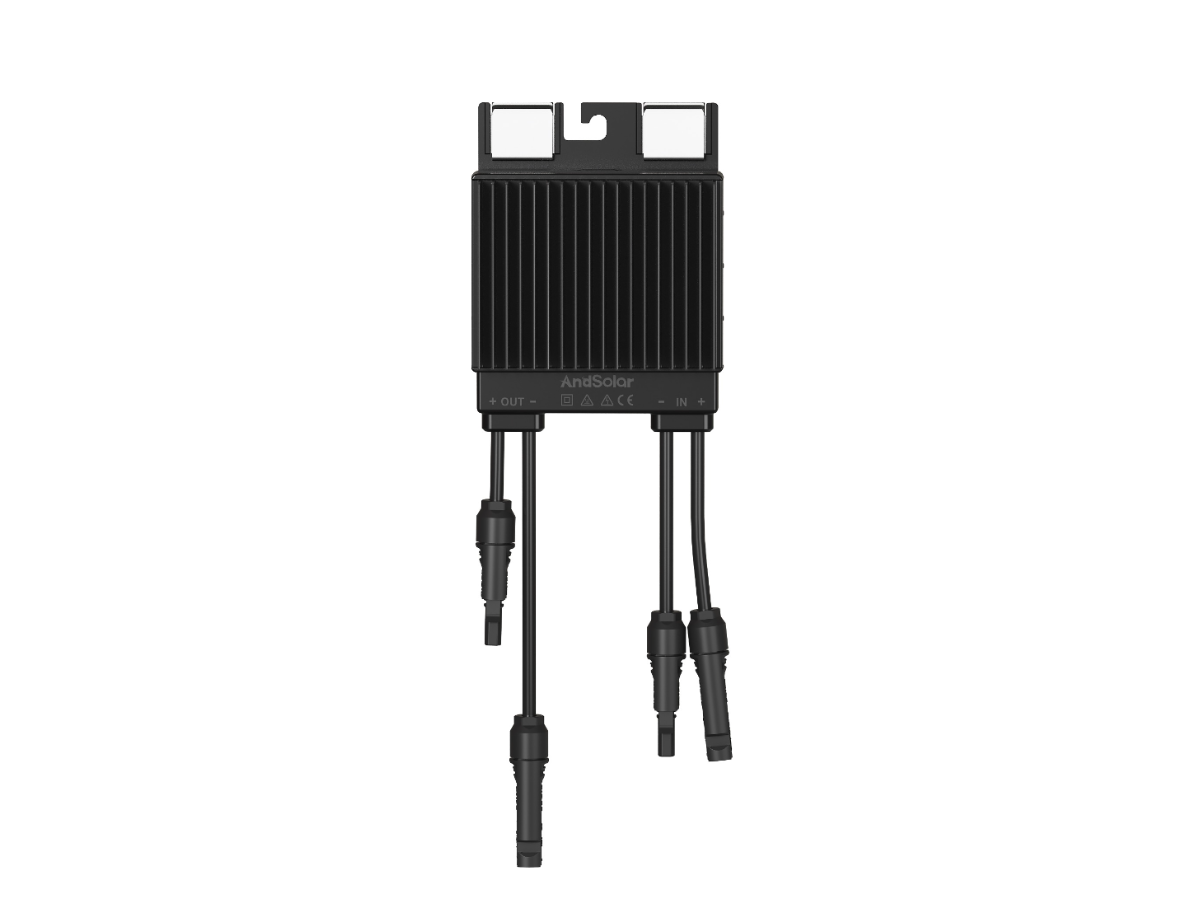
Solar module-level power electronics for factories represent a revolutionary advancement in industrial photovoltaic systems, transforming how manufacturing facilities harness solar energy for their operations. These sophisticated devices function as intelligent power optimizers that attach directly to individual solar panels, creating a decentralized energy management system that maximizes power output while providing unprecedented monitoring capabilities. The primary function of solar module-level power electronics for factories involves converting direct current generated by each panel into alternating current at the module level, eliminating the traditional dependency on centralized string inverters. This technology incorporates advanced maximum power point tracking algorithms that continuously adjust operating parameters to ensure each solar panel performs at its peak efficiency regardless of environmental conditions. The technological features of solar module-level power electronics for factories include built-in monitoring systems that provide real-time performance data for every individual panel, enabling facility managers to identify and address issues before they impact overall system performance. These devices utilize sophisticated power conversion technologies that can handle varying voltage and current levels, ensuring stable power delivery even when individual panels experience shading, soiling, or technical problems. The robust construction of solar module-level power electronics for factories incorporates weather-resistant enclosures designed to withstand harsh industrial environments, including temperature extremes, humidity, and chemical exposure common in manufacturing settings. Applications of solar module-level power electronics for factories span across diverse industrial sectors, from automotive manufacturing plants requiring consistent power for assembly lines to food processing facilities needing reliable energy for refrigeration systems. Chemical plants benefit from the enhanced safety features these systems provide, while textile factories appreciate the improved energy efficiency that translates into reduced operational costs and enhanced sustainability profiles.